
联 系 人:练先生
98098j彩票网手 机:13951556832
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:ming-chuang.com
98098j彩票网地 址:江苏省盐城市大丰区经济开发区鹏程路11号

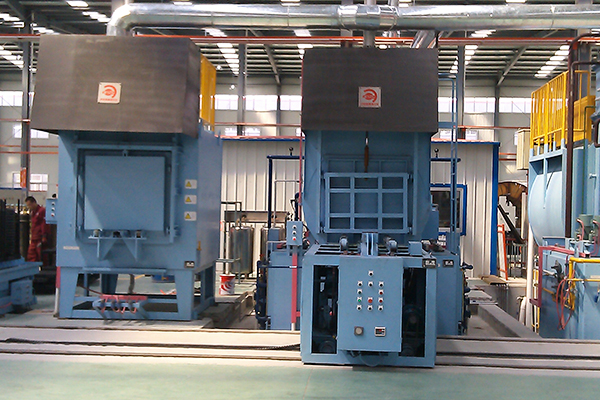
上海气氛网带炉主要用于碳钢、铸铁、粉未冶金等材料的软氮化处理。供应气氛网带炉的结构简介: 氮化炉由炉体、气控柜和电控三部门组成。炉体部门主要由包括炉壳、炉衬采用节能型超轻质耐火砖、硅钢铝纤维与优质保温材料组成复合炉衬,炉罐用高强度耐热板焊接而成;炉盖上设有强力搅拌风机,各气管道接口均采用快速转换接头连接使用利便快捷。排气管上设有一燃烧废气装置和旁接u形压力计接口;炉盖上还设有一热电偶,用以检测罐内的温度。炉盖的超吊靠车间行车进行气控柜内设置有各种流量计、气控阀、干燥罐等元件。电控部门主要包括温控、操纵及气控三部门。

上海气氛网带炉渗碳温度 930℃、渗碳时间 80min,渗碳淬火结 束后,测试了不同部位渗碳层的碳含量和硬度,测试 结果如图 3 所示。 可以看出, 随着距表面距离的增 大,碳的质量分数不断降低,而硬度呈现出先上升后 下降的趋势。一般而言,供应气氛网带炉98098j彩票网钢中碳含量是决定淬火后马 氏体硬度的最主要因素,马氏体中碳含量越高,其硬 度也越大,这是导致钢淬火后变硬的最主要的因素。 与此同时,由钢的马氏体转变的特点可知,钢淬火后 不会完全得到马氏体组织,会有残余奥氏体的存在。 随着钢中碳含量的增大,残余奥氏体含量增加,从而 降低渗碳层的硬度。两方面的作用叠加,导致随着碳 的质量分数的下降, 硬度呈现出先上升后下降的趋 势。从图 3 中可知,距表面距离 0.5mm 时,硬度值达 到最大 862HV,对应的碳含量为 0.78%。现在我们已经知道了我们使用低压真空渗碳炉的时候影响硬度的原因是什么,那么这样的话在我们进行使用的时候就会更加的方便和便捷了,所以说无论是低压真空渗碳炉还是其他的产品,我们最好都要了解他的他点和影响因素之后再去进行使用。

井式加热炉带有保温功能的炉盖能与炉罐气密配合,保证炉内气氛有良好的密封性。井式加热炉其下部装有集风罩,能与导流筒配合。循环风扇装于炉盖,用于加强温度和气氛的均匀性。供应气氛网带炉炉盖升降和旋转为旋臂式轴心传动机构,炉盖上装有升降导向用导向装置。井式加热炉炉盖升降和旋转为旋臂式轴心传动机构。升降和旋转机构由蜗轮升降机、限位行程开关组成。井式加热炉炉盖坐落在炉口上法兰陶瓷纤维编织绳上。上海气氛网带炉在盖体的保温包下装有与导流筒配合的导风罩,导风罩通过多个吊杆吊挂在盖体的法兰式面板上。井式加热炉炉盖上设置大功率循环风机, 风叶为离心式多叶片结构。炉盖自动升降行走结构运行平稳,井式加热炉寿命不低于5年。

硬度不合格是最常见的热处理技术缺陷问题之一。主要表现为不同硬度研究不足、淬火冷却系统速度发展不够、表面进行脱碳、钢材淬透性不够、淬火后残余奥氏体过多、回火不足等因素分析造成的。气氛网带炉生产厂家淬火工件在局部地区区域经济出现一些硬度偏低的现象可以叫做软点。软点区域的围观群众组织学生多为马氏体和沿原奥氏体晶界分布的托氏体混合教学组织。软点或硬度不均匀通常是企业由于需要淬火加热不均匀或淬火冷却不均匀所引起。加热时炉温不均匀,加热工作温度或保温作用时间管理不足是造成影响加热不均匀的主要通过原因。上海气氛网带炉冷却不均匀主要就是由于采用淬火冷时工件材料表面附着着淬火介质的气泡、淬火介质被污染(例如对于水中有油悬浮珠) 或淬火介质搅动不充分所造成的。此外,钢材贸易组织形式过于粗大,存在一个严重偏析,大块碳化物或大块自由铁素体也会造成直接淬火不均匀从而形成软点。
上海气氛网带炉装炉要求:1、装炉前必须对炉内灰尘,杂质清理干净。2、工件必须从底层向上层的顺序装炉(以防工件掉落危险)。3、工件短头放在圆形垫块后再推进工作圆盘内,有小孔的面朝里。4、工件的位置以前一次装炉位置相同(大约200支/炉)。5、工件装炉完成后,必须用酒精对白色密封圈擦洗干净。6、用行车将炉罐小心吊起,到达安全高度后,移动至炉体正上方,待稳定后缓慢下降,装炉完成。二、供应气氛网带炉开炉接通电源前必须检查事项:1、炉体冷却水循环必须开启(阀在水平状态为开,垂直状态为关)。2、真空泵蝶阀必须在关闭状态。3、氨气罐,二氧化碳罐要在关闭状态。4、阳极快速接头要连接在炉体上(和水冷却管在一起的绿线接头)。5、黑色脉冲控制盘上 “电压”旋钮,“占空比”旋钮要旋转到左边最小值。6、黄色氨气换向阀手柄在中间(向上)位置。

上海气氛网带炉具有处理温度低,时间短,工件变形小的特点,性质:高疲劳极限和良好的耐磨性。1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。3.装入炉内后,对称拧紧炉盖压紧螺栓。4.将炉罐和炉盖进水口通入冷却水进行循环水冷。气氛网带炉生产厂家98098j彩票网炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压,排气口有较小气流向上的压力,当炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气,使炉内维持正压,待炉温降到150℃以下方可停止供氨出炉。







 98098j彩票网
98098j彩票网 产品中心
产品中心 新闻资讯
新闻资讯 
