
联 系 人:练先生
手 机:13951556832
98098j彩票网电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
98098j彩票网网 址:ming-chuang.com
98098j彩票网地 址:江苏省盐城市大丰区经济开发区鹏程路11号

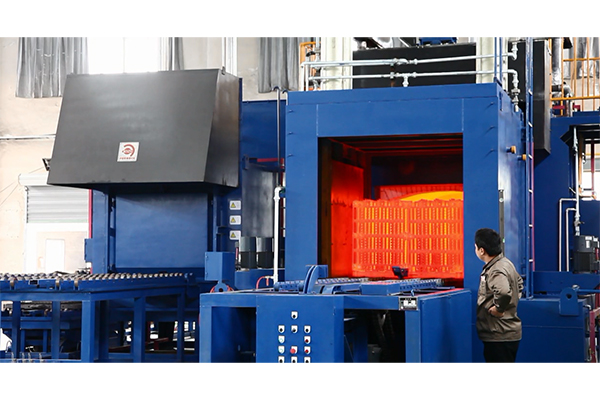
淮安铝合金固溶炉的结构组成特点:井式加热炉炉壳由型钢及优质钢板组焊而成,井式加热炉可实现炉盖和炉体之间的密封,并在炉壳上部设置排烟装置。井式加热炉炉底衬由轻质粘土砖和重质抗渗碳砌筑而成,炉墙衬为复合炉衬结构,耐火层采用轻质粘土砖,保温层用陶瓷纤维棉或粘土砖,各层经过优化设计。铝合金固溶炉厂家在耐火层内预制了不锈钢挂钩,用于电阻丝带的安装。井式加热炉加热装置均匀布置在炉衬墙体的周围,该井式加热炉由高温电热合金带绕制成波纹状,分布在各个加热区内,安装方式确保加热均匀性和使用寿命以及高的可靠性,安装、维修方便。井式加热炉每一个加热区都设有测温和超温报警热偶。每一区的每一组加热元件为同参数同结构。

井式加热炉带有保温功能的炉盖能与炉罐气密配合,保证炉内气氛有良好的密封性。井式加热炉其下部装有集风罩,能与导流筒配合。循环风扇装于炉盖,用于加强温度和气氛的均匀性。供应铝合金固溶炉炉盖升降和旋转为旋臂式轴心传动机构,炉盖上装有升降导向用导向装置。井式加热炉炉盖升降和旋转为旋臂式轴心传动机构。升降和旋转机构由蜗轮升降机、限位行程开关组成。井式加热炉炉盖坐落在炉口上法兰陶瓷纤维编织绳上。淮安铝合金固溶炉在盖体的保温包下装有与导流筒配合的导风罩,导风罩通过多个吊杆吊挂在盖体的法兰式面板上。井式加热炉炉盖上设置大功率循环风机, 风叶为离心式多叶片结构。炉盖自动升降行走结构运行平稳,井式加热炉寿命不低于5年。

供应铝合金固溶炉变形工件各部分冷却条件的差异是最终淬火变形的原因。 淮安铝合金固溶炉实际工件是一个实体,上述参与变形的零件的不同冷却速率必须在硬度-冷却速率曲线上的一定范围内。 本文将这些不同冷却速率的范围称为淬火条件下工件变形部分的冷却速率带,以下简称冷却速率带。 变形部位之间的冷却速率差别较小,冷却速率带较窄,冷却速率带较宽。众所周知,淬火变形是钢部件淬火冷却过程中热应力和组织转变应力共同作用的结果..工件冷却速度带的大小就是反应的大小..合力大,其冷却速度带宽,合力大

铝合金固溶炉厂家给大家介绍下常用热处理多用炉炉型的选择:1.铝合金固溶炉厂家对于不能成批定型生产的,工件大小不相等的,种类较多的,要求工艺上具有通用性、多用性的,可选用箱式多用炉。2.加热长轴类及长的丝杆,管子等工件时,可选用深井式电炉。3.小批量的渗碳零件,可选用井式气体渗碳炉。4.对于大批量的汽车、拖拉机齿轮等零件的生产可选连续式渗碳生产线或箱式多用炉。5.对冲压件板材坯料的加热大批量生产时,最好选用滚动炉,辊底炉。6.对成批的定型零件,生产上可选用推杆式或传送带式电阻炉(推杆炉或铸带炉)7.小型机械零件如:螺钉,螺母等可选用振底式炉或网带式炉。8.钢球及滚柱热处理可选用内螺旋的回转管炉。9.有色金属锭坯在大批量生产时可用推杆式炉,而对有色金属小零件及材料可用空气循环加热炉。
淮安铝合金固溶炉其设备的特点:(1)、气体氮化炉处理温度低,时间短,工件变形小。(2)、气体氮化炉不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。气体氮化炉工件经软氮化后的表面硬度与氮化工艺及材料有关。(3)、供应铝合金固溶炉能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。气体氮化炉在干摩擦条件下还具有抗擦伤和抗咬合等性能。(4)、气体氮化炉由于软氮化层不存在脆性相,故氮化层因而具有一定的韧性,不容易剥落。因此,目前气体氮化炉生产中软氮化已广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。

淮安铝合金固溶炉具有处理温度低,时间短,工件变形小的特点,性质:高疲劳极限和良好的耐磨性。1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。3.装入炉内后,对称拧紧炉盖压紧螺栓。4.将炉罐和炉盖进水口通入冷却水进行循环水冷。铝合金固溶炉厂家98098j彩票网炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压,排气口有较小气流向上的压力,当炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气,使炉内维持正压,待炉温降到150℃以下方可停止供氨出炉。







 98098j彩票网
98098j彩票网 产品中心
产品中心 新闻资讯
新闻资讯 
