
联 系 人:练先生
手 机:13951556832
电 话:0515-83856311
98098j彩票网传 真:0515-83856300
98098j彩票网邮 箱:jsecoo@163.com
网 址:ming-chuang.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
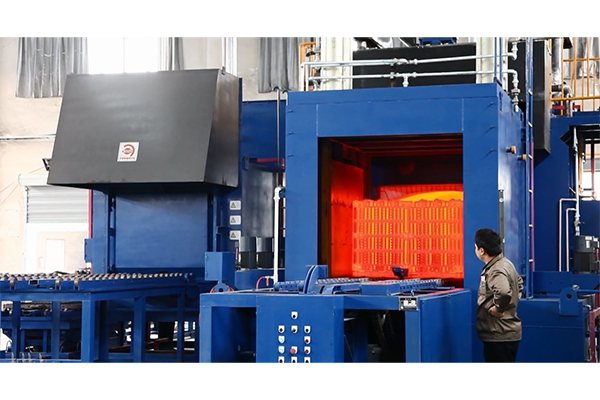
多用炉生产线操作规程
启炉操作:
在每次启动设备前,要对所有部件进行检查,结构部件损坏会导致操作故障和重大损坏。
准备:
-炉门要处于打开状态;
-安装好拆除的红色弯管;
-检查氮气储量;
-检查工艺介质的储量;
-检查管道有无泄漏;
-检查供电电源是否正常;
启炉:
1、接通电源。
2、接通“控制电压开”,“变频器电源开”。
3、等待系统启动完成后打开后室风扇,油搅拌器转到自动,前室风扇转到自动,启动油冷却泵。
4、检查各机械动作(升降台、中门、推拉链的运转;循环风扇、油搅拌的运转平稳性以及噪音)是否正常,及时处理异常情况,保证设备动作正常。
5、接通“加热控制开”,启动后室温控,按照多用炉升温曲线进行升温。
6、启动油槽加热,等油温达到设定值后检查淬火油油位是否达到标准油位高度,如果油位过低应及时添加淬火油,使油位达到要求高度。
注意:淬火油油位以油搅拌器慢速搅拌时为准。
7、升温同时检查配气系统各供气压力是否正常,保证设备供气正常。400℃后应通入少量氮气,对后室炉内构件进行保护。
8、打开废气烧嘴截止阀,按下“废气点火”按钮点燃废气烧嘴,检查烧嘴工作是否稳定,打开前门火帘的截止阀,按火焰控制器上的红色指示灯,火帘燃烧后关闭前门,前室换气完成后再次打开前门,观察火帘及前门联锁是否正常,前室高压充氮是否正常动作,前室换气时间是否正确执行。在关闭前门的同时应检查炉压是否正常,一般情况下,3M3/h左右的氮气流量应该能够达到240Pa左右的炉压。
9、多用炉后室温度达到800℃以上后,按下“废气点火”点燃废气烧嘴,接通“供气开”,开始供气,供气量按甲醇3L/h,氮气3.3 M3/h计。注意初次供气一般不要在800℃以下供气,温度太低时不能保证中门排气孔的火焰可靠点燃。
10、等到中门排气孔喷出火焰稳定在250毫米左右后,点燃前门火帘,关闭前门。如果火焰偏小或者不稳定,在关闭前门前可以适当加大供气量。
11、等后室炉压稳定后,再次检查炉内压力是否正常,随后按空渗过程进行空渗。
注意:只有在中门排气孔喷出火焰稳定后,才能关闭前门,否则将有爆炸的危险,会造成设备严重损坏及严重人身伤害。










 98098j彩票网
98098j彩票网 产品中心
产品中心 新闻资讯
新闻资讯 
