
联 系 人:练先生
手 机:13951556832
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
98098j彩票网网 址:ming-chuang.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
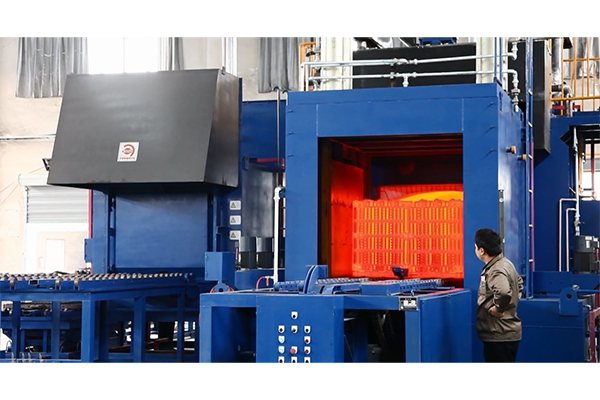
热处理多用炉的特点有以下几点:
(1)热处理炉的温度范围大。主要目的是得到塑性好的奥氏体钢,其温度范围为900~1200℃;热处理由于工艺要求不同,温度高的可达1300℃,低的只有100℃左右。温度相差如此之大,其炉子结构也有很大不同。炉温高于650℃的叫高温热处理炉,热量的传递以辐射方式为主,对流为辅;炉温低于650℃的叫低温热处理炉,热量的传递主要依靠对流方式。热处理要求炉膛温度均匀,避免局部温度过高,所以热处理炉的炉膛与燃烧室有时是分开的。
(2)热处理多用炉的炉温控制比较严格。压力加工前的加热,金属温度波动一二十度,一般对质量没有多大影响。但热处理炉能否保证热处理工艺所要求的温度,对产品质量有很大影响,一般上下不超过3~10℃。被加热物断面上的温度分布应尽可能地均匀,温差不得超过5~15℃。就控制炉温而言,电炉比较优越。为了达到准确控制温度的目的,建议采用均匀地布置功率小的无焰烧嘴、平焰烧嘴的办法,这样便于分段控制,烧嘴太少,过于集中,容易出现局部过热。同时,烧嘴或电热体的布置及炉子结构应有利于炉气的循环,使炉内温度趋于均匀,为此目的在炉内可采用风扇。

(3)热处理炉应尽量减少金属的氧化与脱碳。对钢材的热处理,不允许有表面的氧化与脱碳,应保持表面的光洁。热处理炉往往需要密封,以便控制炉气成分,有时还要保持炉膛内某种特定的气氛。例如冷加工钢材的光亮退火,多半在保护气体介质或在真空中进行,所以马弗罩和辐射管在热处理炉上应用很多。当工件或钢材进行化学热处理时,如渗碳、渗氮等,都要保持在一定成分的活跃介质中加热,须用马弗炉或浴炉。
(4)热处理多用炉炉的生产率及热效率低。热处理时,为了使金属断面上温度均匀,使结晶组织转变得完全,需要使金属在炉内停留较长的时间,不论是哪一种热处理,材料在炉内都有一个或几个均热或保温阶段,降温过程也往往在炉内进行。有些品种的热处理,甚至要进行多次加热、保温和降温。许多热处理炉是周期性作业的。由于以上缘故,热处理炉的生产率和热效率比轧锻加热用炉低得多。










 98098j彩票网
98098j彩票网 产品中心
产品中心 新闻资讯
新闻资讯 
