
联 系 人:练先生
98098j彩票网手 机:13951556832
电 话:0515-83856311
传 真:0515-83856300
邮 箱:jsecoo@163.com
网 址:ming-chuang.com
地 址:江苏省盐城市大丰区经济开发区鹏程路11号
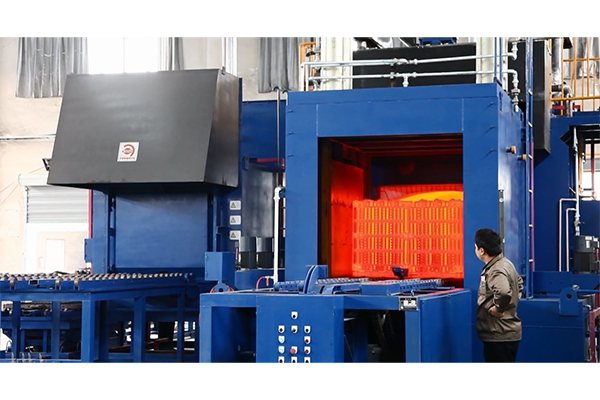
多用炉使用的几点体会(上)
工程机械产品中的许多零件都要经过渗碳、碳氮共渗及光亮淬火等热处理, 它们对保证整机质量起着关键的作用。 由于多用炉具有准确控制炉温和碳势、实现无氧化加热淬火、工艺重复性好及适用范围广的特点, 已越来越多的被许多热处理厂采用。 现把我们在多用炉使用过程当中的若干体会总结出来,供大家参考。
1.氧探头
氧探头是多用炉测定气氛碳势的关键部件,对保证零件热处理质量起着重要的作用。但国产氧探头使用寿命不长,常出现这样那样的问题,而我厂进口的氧探头已使用近9年,现在还正常使用,这与我们对其特别注意保养是分不开的。氧探头的失效形式主要是:内阻过大、反应迟钝、氧电势值下降等。而碳黑和使用不当往往是造成其失效的主要原因。
我们的经验是:
(1)保证渗碳炉内的气氛稳定和密封良好,防止外部空气侵人炉内影响炉内气氛的组成是保证氧探头准确测控碳势的基本条件。
(2)工件入炉前须清洗,去除油垢和防锈剂等物,避免S、As、Pb、Zn等易挥发有害元素带人炉内引起探头中毒。
(3)保证参比气为新鲜干燥的流通空气,使其氧分压稳定,我们用的空气流量为 20~30L/h。
(4)保证每炉完成后要进行烧碳黑工序,包括氧探头自烧碳黑和炉内通空气烧碳黑,并且烧碳黑时炉内温度应低于815℃。
(5)氧探头要定期拆下清洗表面,并且要在室温状态下安装。
(6)设定碳势不要超过1.25%,避免碳黑的产生,多年来,我们渗碳和碳氮共渗碳势值均设为0.85%,这也是美国技术人员的建议,这对零件质量和炉子寿命的提高起到一定作用。











 98098j彩票网
98098j彩票网 产品中心
产品中心 新闻资讯
新闻资讯 
